CNC TEZGAHLARDA G VE M KODLARI

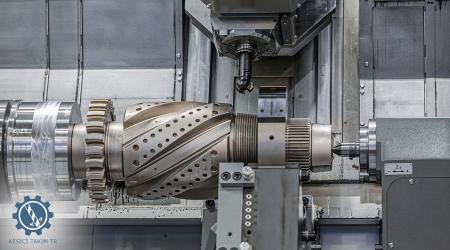
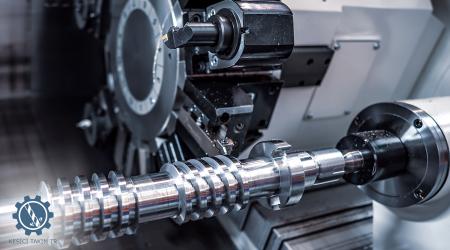
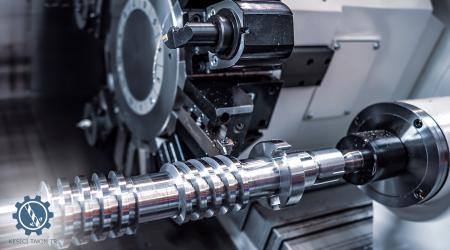
Türkçesi bilgisayarlı sayısal denetim olan Computer Numerical Control tamlamasının kısaltmasından adını alan CNC torna tezgâhları günümüz endüstriyel üretiminde büyük bir öneme sahiptir. Tezgâhın çalıştırılıp durdurulmasından tutun da, kesici takımların takılıp sökülmesi, takımların hareket ettirilmesine kadar bütün işlemlerin el yerine bilgisayar kontrolüyle yapıldığı CNC tezgâhlarda G ve M kodları oldukça önemlidir. Bu tip tezgâhlarda, iş parçası üzerinde yapılacak işlemlerin niteliğine göre G ve M kodlarından derlenen bir programın tezgâha okutulması yardımıyla işlemler gerçekleştirilir. İşte bu yüzden G ve M kodlarını, en azından en sık ihtiyaç duyulanları, iyi bir şekilde kavramış olmak CNC tezgâh operatörünün elini güçlendirecektir.
G Kodlarından Örnekler
G kodları, hazırlık fonksiyonları olarak da adlandırılırlar. Bu fonksiyonlar çalışma şeklini, yapılacak hareketin özelliklerini, boyutları tam olarak belirler. Birçok hazırlık kodu tüm kontrol sistemlerinde genellikle aynı anlama gelirken, bazıları torna ya da freze tezgâhlarında farklı anlamlar taşıyabilmektedir. Aşağıda torna tezgâhlarında kullanılan G kodlarından örnekler verilmiştir.
- G00: Boşta hızlı hareket
- G01:Doğrusal kesme hızıyla ilerleme
- G02:Saat yönünde dairesel hareket
- G03:Saat yönünün tersinde dairesel hareket
- G04:Bekleme
- G08:Belirlenen yay boyunca hareket
- G10:Veri girişi ve güncelleme
- G11:Veri ayarının iptal edilmesi
- G15:Açısal koordinatın iptal edilmesi
- G20: İnç ölçü sistemi
- G21:Metrik ölçü sistemi
- G33:Vida çekme
- G52:İş parçası koordinasyonu güncelleme ve iptal etme
- G73:Derin delik çevrimi
- G74:Sol kılavuz çekme çevrimi
- G76:Delik büyütme çevrimi
- G87:Çevreden delik delme çevrimi
- G88: Çevreden kılavuz çekme çevrimi
- G92: İş parçasının koordinatını kaydırma
- G94: Milimetre/dakika cinsinden ilerleme
- G95: Milimetre/devir cinsinden ilerleme
- G98: Çevrimde başlangıç noktasına dönme
M Kodlarından Örnekler
M kodları yardımcı fonksiyonlar olarak da adlandırılırlar. M kodları CNC tezgâhın çalışmasını kontrol eden bir yapıdadır. Daha çok aç ve kapa şeklindedirler. Örneğin, soğutma sıvısını aç – soğutma sıvısını kapa ya da iş milini döndür – iş milini durdur gibi komutlar vermek için kullanılmaktadırlar. En sık kullanılan M kodlarından birkaçı aşağıdaki gibidir.
- M00: Programın koşulsuz bir şekilde durdurulması
- M01: Programın isteğe bağlı olarak durdurulması
- M02: Program sonu
- M03: İş milini saat yönünde döndür
- M04: İş milini saat yönünün tersi yönde döndür
- M05: İş milini durdur
- M06: Takım değiştir
- M08: Soğutma sıvısını aç
- M09: Soğutma sıvısını kapat
- M10: Ayna ayaklarını kapat
- M11: Ayna ayaklarını aç
- M19: iş milini açısal olarak konumlandırma
- M23: Magazini yukarı çıkar
- M24: Magazini aşağı indir
- M26: Fener mili içerisinde hava üflemeyi aktif et
- M29: Kılavuz çekme
- M30: Program sonu
- M50: Talaş konveyörünü durdur
- M51: Talaş konveyörünü çalıştır
- M72:Satır atla
- M73 –M74: M73 ve M74 arasındaki satırları belirlenen sayılarda tekrarla
- M98: Alt programı çağır
- M99: Alt programı sonlandır, ana programa dön
Benzer İçerikler :

Kesici takımlarda kaplama çeşitleri, avantajlarını ve üretim kalitesine etkilerini içeriğimizde detaylarıyla anlattık. Kaplamalı kesici takımlar endüstriyel...

Frezeleme, eldeki iş parçasının üzerinden talaş kaldırmak suretiyle yapılan bir endüstriyel imalat yöntemidir. Frezelemede iş parçalarını bağlama, hatasız ve ...

Temel takım çeşitleri, torna makineleri, planya makineleri, delme ve frezeleme makineleri, taşlama makineleri, presler ve elektrikli testereler ve bu tip...
Bilgisayar programı yardımıyla kontrol edilen tezgâhlara CNC torna tezgâhları adı verilmektedir. İşlenen malzemenin istenilen kalitede olabilmesi ve i�...
İlginizi Çekebilir :

Zaman içinde nasıl değiştiklerini anlayabilmek için frezeleme tezgâhlarının tarihsel gelişimine bakmak gerekmektedir. Talaşlı imalat yöntemlerinden biri olan ...

Yapılan talaşlı imalat işlemleri değişiyor olsa da talaşlı imalatta önemli olan şey yapılan işlemde en iyi şekilde talaş kaldıracak kesici takımları seçmek ve ...

Talaşlı imalatta kesme işlemini etkileyen faktörleri bilmek verimli bir üretim sürecinin temel yapı taşlarından biridir. Kesici bir takım yardımıyla eldeki iş ...
Temel takım çeşitleri, torna makineleri, planya makineleri, delme ve frezeleme makineleri, taşlama makineleri, presler ve elektrikli testereler ve bu tip...